روزه های ایزومتریک پیچ ومهره
آشنایی با ساختمان پیچ و تعاریف و استاندارد های آن
روزه های ایزومتریک پیچ ومهره
نقش اتصالات در صنعت یك نقش انكار نشدنی و حساس هست.
در صنعت دو نوع اتصالات داریم.
یكی دایم و جدانشدنی مثل جوش كاری ها و دیگری غیر دایم و جداشدنی مثل پیچ و مهره .
در اینجا سعی میشود تا با بررسی عملكرد پیچ و مهره و نوع طراحی و ساخت آنها هم آشنا شویم.
علاوه بر این با كاربردی كردن اطلاعاتی كه در آزمایشگاه ها و یا توسط رابطه ها و فرمول ها بدست می آیند ٬ بتوانیم دید بهتری از پیچ و مهره نسبت به قبل پیدا كنیم.
آشنایی با ساختمان پیچ و تعاریف و استاندارد های آن
در شكل زیر شما گام دنده ٬ پخ و قطر بزرگ پیچ رو مشاهده می كنید:
گام به معنای فاصله دو دنده متوالی هست .كه هم در چرخ دنده ها و هم در پیچ ها كار برد دارد.
این گام برابر پیشروی فاصله ای هست كه به اندازه یك دور چرخیدن پیچ در جهت موازی با محور جا بجا میشود.
در پیچ های متریك ما دو نوع گام ریز و گام درشت داریم.
بطوری كه در دنده ریز ها در هر 2.5 سانتی متر 18 دنده و در دنده درشت ها در هر 2.5 سانتی متر 11 دنده داریم.
ولی كاربرد دنده درشت ها عموما بیشتر هست.
در سیستم متریك نوع پیچ رو اینطوری نشون میدن:مثلا
M12*1.75
M : یعنی متریك
12: قطر بزرگ اسمی پیچ
1.75 : گام پیچ هست.
در سیستم آمریكایی یا اینچی نحوه نام گذاری پیچ ها به اینصورت هست.
دنده درشت ها با UNC و دنده ریز ها با UNF مثلا:
8/5″-18 UNF
عدد 18 نشان دهنده تعداد 18 دنده در یك اینچ از پیچ هست.
نحوه طراحی اتصالات پیچ و مهره:
روزه های ایزومتریک پیچ ومهره
در یك اتصال پیچ و مهره ٬ نیرویی كه به پیچ وارد میشه میتونه در جهت طول پیچ باشه
(نیروی كششی) و یا در جهت عمود بر پیچ (تنش برشی) .
در تنش های برشی نیرو در مقطع پیچ كه همون قطر پیچ هست
وارد میشه ولی در تنش های كششی این نیرو در رزوه ها تمركز پیدا می كنه.
اما این كه در بكار بردن انواع اقسام پیچ ها (دنده ریز و دنده درشت .
پایه بلند و كوتاه و انواع اقسام سایز ها ) چه طراحی هایی لازم هست
بحثیه كه در ادامه دربارش می نویسم.
اول از همه اینكه طول مناسب پیچ باید به اندازه ای باشه
كه پس از سفت كردن مهره حداكثر یك با دو دنده از اون بیرون بزنه.
اگر جایی رو سوراخ كردید و قرار هست پیچ ومهره بشه
چون لبه این سوراخ ها ممكنه تیز و پلیسه دار باشه بهتره كه از واشر استفاده بشه.
چون فرورفتن این لبه های تیز به سر پیچ باعث افزایش تمركز تنش میشه.
واشر ها هم لازمه كه فولادی باشن.
نكته بعدی اینه كه در زمان بستن و سفت كردن یك پیچ
٬ نیرویی به پیچ وارد میشه كه باعث كشیدگی اون میشه
و یك پیش بار یا نیروی گیرش در پیچ ذخیره میشه كه با Fi نمایش داده میشه.
اگر در زمان اعمال بار بر روی قطعه ٬
نیروی بار اعمال شده و نیرویی كه قبلا به عنوان گیرش ذخیره شده
از حد الاستیك پیچ بیشتر باشه سبب بریدن و شكستگی پیچ خواهد شد.
زمان سفت كردن پیچ هم بهرته كه پیچ ثابت باشه ومهره چرخانده بشه تا از اعمال گشتاور پیچشی ای كه ناشی از اصطكاك هست به پیچ وارد نشه.
روزه های ایزومتریک پیچ ومهره
اما خوبه كه بدنیم اصلا سفت كردن پیچ چه تاثیری در اتصال داره.
ببینید ما زمانی كه پیچی رو سفت می كنیم در حقیقت داریم
نیروی هایی كه تحت بار به پیچ وارد میشن رو به سطح مورد اتصال انتقال میدیم.
میشه با رابطه های ریاضی ثابت كرد كه هر چه پیچ سفت تر باشه ٬
نیروی بار بر روی پیچ كمتر و در سطوح بیشتر منتقل میشه.
ولی در عوض نیروی پیش تنیده بیشتری در پیچ ذخیره میشه كه باعث كشیدگی بیشتر خواهد شد.
رابطه نیرو های وارد بر پیچ این هست:
Fb =Fi +Cp
C در اینجا به معنای ثابت اتصال هست.
این پابت هر چه كمتر باشه به پیچ نیروی كمتری اعمال میشه.
این ثابت از رابطه ای بین ضرایب فنریت پیچ و واشر ها بدست میاد.
از اینجا به اهمیت وجود واشر پی میبریم.
اما برای اینكه نیروی مجاز بر پیچ رو بدست بیاریم لازمه كه یك ضریب اطمینان هم داشته باشیم.
این ضریب اطمینان در ثابت اتصال ضرب میشه تا نهایتا در طراحی ها نیروی كمتری برای وارد شدن
بر پیچ مورد نظر در نظر گرفته بشه.نیروی مجاز با Fpr نمایش داده میشه.
به این حداكثر بار مجاز ٬ بار گواه گفته میشه.
اما نكته فوق العاده مهمی كه از این رابطه ها بدست میاد
٬میزان نیروی وارده به پیچ در هنگام بستن اون هست.
تورك متر چیزیه كه كمتر در تعمیر گاه ها استفاده میشه
و متاسفانه كمتر مكانیكی دانش و سواد استفاده از تورك متر رو داره.
برای پی بردن به اهمیت تورك متر ادامه بحث رو بخونین.
ببینید ما دونوع اتصال پیچ و مهره داریم .
یكی یكبار مصرف و دیگری چند بار مصرف.
اگر پیچ رو انقدر سفت كنیم كه تا به عدد Fpr0.9 برسه
٬ كشیدگی در پیچ به حدی خواهد بود كه اگر این پیچ رو باز كنیم
دیگه قابل استفاده نخواهد بود .البته میزان كشیدگی در پیچ ممكنه به اندازه ای نباشه
كه با چشم مسلح دیده بشه.حتی ممكنه بار ها وبار ها از این پیچ استفاده بشه.
ولی در شرایط سخت وبارگذاری شدید این پیچ به هیچ عنوان قابل اعتماد نیست
و احتمال شكستگی در اون بسیار زیاد هست.
برای همین هم توصیه میشه اگر قصد استفاده مجدد از پیچ رو دارید
حداكثر تا Fpr 0.75 به اون نیرو وارد كنید و بدیهی هست
كه استفاده از آچار تورك متر چقدر لازم و ضروری هست.
این قضیه در پیچ هایی كه تحت نواسانات شدید دمایی هستن
(مثل پیچ سر سیلندر ) ویا در تحت بار های متناوب هستن
كه باعث بروز پدیده خستگی میشه ٬بیشتر و حساس تر هست
روزه های ایزومتریک پیچ ومهره
انواع پیچ:
1-پیچ متریک : زوایه ی دهانه ی آن 60 درجه می باشد
2- اینچی(ویتورت) : زوایه ی دهانه ی آن 55 درجه می باشد.
3- ذوزنقه Tr : زوایه ی دهانه ی آن 30 در جه می باشد و برای انتقال قدرت استفاده می شود.
جنس پیچ ها:
جنس پیچ ها بر حسب انواع استفاده ای است که از آن ها خواهیم داشت.
1- فولادی
2- مس – برنج
3- غیر فلزی
St60 یعنی یک میلیمتر مربع از این پیچ 60 کیلوگرم را تحمل می کند.
در موارد زیر از پرچکاری استفاده می شود:
1-نازک بودن ورق ها
2-دشوار بودن جوشکاری
3-تغییر شکل قطعات ورق بر اثر تنش حرارتی ناشی از جوشکاری
در جنس میخ پرچ ها از فلزاتی استفاده می شود که قابلیت فرم گرفتن داشته باشند.
مهمترین خطاهای پرچکاری :
1- بریدن میخ پرچ ها به علت عدم اندازه گیری دقیق و تطبیق نداشتن سوراخ ها
2- آب بندی نشدئن مخازن به علت فاصله ی بین ورق ها
3- لق شدن اتصالات در صورت محاسبه نشدن طول میخ پرچ و سالم نبودن ابزار












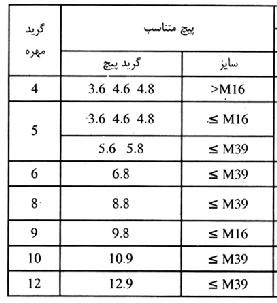 جدول سایزپیچ ومهره
جدول سایزپیچ ومهره