https://kimyas.ir/
https://kimyas.ir/شرکت پیچ و مهره کیمیاصنعت
شرکت پیچ و مهره کیمیاصنعت
شرکت پیچ مهره کیمیاصنعت تولیدکننده وتامین کننده انواع پیچ و مهره فولادی در گرید 5/6 ، 8/8 ، 10/9 ، 12/9، پیچ آلن و استد بولت،.
انواع پیچ و مهره استیل، آچاری و مغزی، سرتخت و…
در بالاترین کیفیت و در مجموعه ای با ظرفیت تولید بالا و رعایت استانداردهای بین المللی در کنار صنایع مختلف،.
برای تامین نیازهای حوزه پیچ و مهره قرار دارد.
آشنایی با گریدهای مطرح پیچ و مهره
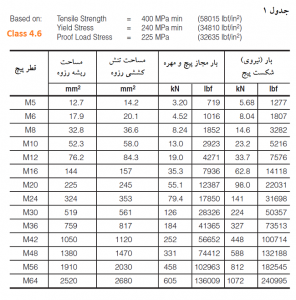
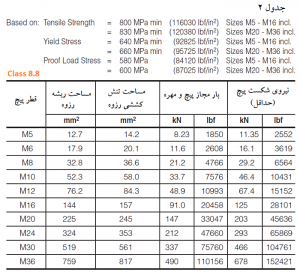
پیچ و مهره کلاس 5.6
این پیچ ها با استاندارد DIN931 به صورت نیم دنده و DIN933 به شکل تمام دنده در مرحله تولید عملیاتی می شود.
و در استاندارد ایزو از ISO 898 پیروی می کند.
جالب است بدانید که پیچ های کلاس 5.6 در اصطلاح تخصصی به پیچ آهن مشهور هستند و با مهره کلاس 5 به بالا بسته می شوند.
. میزان انعطاف این محصول بالا بوده اما از نظر استقامت به دلیل استفاده کمتر از کربن در ساختار مفتولشان .
در قیاس با کلاس های دیگر در سطح پایین تری قرار دارد.
در مرحله سختی سنجی این نوع پیچ و مهره قادر به تحمل 50 کیلوگرم بار در سطح مقطع یک میلی متر مربع است و در ازمایش فشار تا 60 بار را بدون کمترین تغییر تحمل می کند.
اگر بخواهیم راجب ساختار این کلاس اطلاعات بیشتری در اختیار شما قرار دهیم باید بدانید که میزان کربن .
، فسفر و گوگرد موجود در ان به ترتیب برابر است با: ( 0/55 درصد ، 0/05 درصد و 0/06 درصد).
کابرد این کلاس پیچ مهره در اتصالاتی با مقاوت کششی نسبتا پایین است و دسته بندی که برای ان در نظر گرفته شده است.
با نام پیچ های متریک شناخته می شود.شرکت
تولیدپیچ ومهره, فروش پیچ ,تولیدپیچ آلن, بورس پیچ ومهره, , بازارپیچ ومهره پیچ استیل, پیچ تی, پیچ چشمی,فروش پيچ و مهره





 1
1