تفاوت بین پیچ و مهره (bolt) و پیچ (screw)
تفاوت بین پیچ و مهره (bolt) و پیچ (screw)خریدوفروش پیچ ومهره, تولید پیچ و مهره , پخش انواع پیچ,پیچ , تولید وفروش پیچهای صنعتی , تولیدپیچ خشکه , رزوه پیچ , فروش پیچ ومهره استیل, مرغوبیت پیچ و مهره.http://kimyas.ir

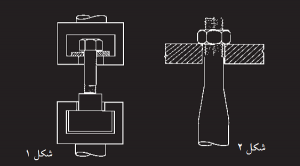
هیچ تمایز جهانی پذیرفته شده بین یک bolt و یک screw وجود ندارد. یک تمایز ساده که اغلب درست (اگرچه نه همیشه) میباشد این است که یک bolt از میان یک بستر میگذرد و یک مهره در طرف دیگر آن قرار میگیرد، در حالی که یک screw به طور مستقیم به بستر پیچ میشود و هیچ مهرهای وجود ندارد. هندبوک ماشین آلات این تفاوت را اینگونه شرح میدهد:
یک bolt اتصالدهندهای است که سطح خارجی آن رزوه شده است و برای عبور از میان سوراخهای تعبیهشده در قطعات مونتاژ طراحی میشود، و به طور معمول با چرخاندن یک مهره سفت یا باز میشود. یک screw اتصالدهندهای است که سطح خارجی آن رزوه شده است و قادر به وارد شدن درون سوراخهای قطعات مونتاژی، جفتشدن با رزوه داخلی تعبیه شده یا ایجاد رزوه خود است و با چرخاندن سر پیچ میتواند بسته یا شل شود.http://kimyas.ir
انواع پیچ و مهره
انواع پیچ و مهره
جنس پیچ و مهره
پیچ و مهره معمولاً از فولاد ساخته میشود. در کاربردهایی که مقاومت بسیار زیاد در برابر شرایط محیطی یا خوردگی مورد نیاز باشد، مثل پیچهای بسیار کوچک یا کاشتنیهای پزشکی، موادی مانند فولاد زنگنزن، برنج، تیتانیوم، برنز، سیلیکون برنزه و مونل (آلیاژ نیکل-مس) نیز ممکن است مورد استفاده قرار گیرد.55378039
خوردگی گالوانیکی فلزات غیرمشابه را میتوان با انتخاب دقیق و مهندسی جنس پیچ و مهره برطرف نمود (). برخی از انواع پلاستیک، از جمله نایلون یا پلی تترافلوئورواتیلن (تفلون) نیز برای کاربردهایی که نیازمند استحکام متوسط، مقاومت به خوردگی زیاد و عایق الکتریکی باشد مورد استفاده قرار میگیرد.
اغلب از یک پوشش سطحی به منظور حفاظت پیچ و مهره در برابر خوردگی (به عنوان مثال پوشش روی برای پیچهای فولادی)، ایجاد سطح نهایی تزئینی و یا تغییر دیگر خواص سطحی پیچ استفاده میشود.09121896961
معیارهای انتخاب جنس پیچ عبارتند از: اندازه، استحکام مورد نیاز، مقاومت در برابر خوردگی، جنس اتصالات، هزینه و درجه حرارت.
انواع اتصالات
موسسه سازههای فولادی آمریکا (AISC) در چاپ سیزدهم آییننامه طراحی فولاد بخش 16.3 فصل J-3 ملزومات مورد نیاز برای اتصالات پیچ و مهرهای را مشخص کرده است. پیچهای سازهای به دلیل کاهش قیمت و افزایش استحکام پیچها در قرن بیستم جایگزین پرچ شد. اتصالات در دو حالت ایجاد میشود: اتصالات لغزش-بحرانی (اصطکاکی) (slip-critical) و اتصالات اتکایی (bearing). در اتصالات لغزش-بحرانی، حرکت اجزا متصلشده به هم پارامتر کلیدی است و پیچ و مهره تا یک تنش-اولیه (pretension) حداقل (که یک نیروی اصطکاک به اندازه کافی بزرگ تولید کند) محکم میشود. لغزش در اثر اصطکاک سطح تماس متوقف میشود. این سطح تماس در واقع صفحه برش پیچ و جایی است که دو عضو اتصال با هم در تماس هستند. از آنجاییکه اصطکاک متناسب با نیروی عمودی وارد بر سطح است، اتصالات باید با پیچ و مهره های متعدد و به اندازه کافی بزرگ افزایش یابد تا ظرفیت بار (نیرو) مورد نیاز ایجاد شود. در واقع در این روش، بار اعمالی از طریق نیروی اصطکاک به وجود آمده بین سطوح در تماس با هم از یک عضو اتصال به دیگری منتقل میشود. با این وجود، این روش باعث میشود که ظرفیت برشی هر پیچ در اتصال تا حد زیادی کاهش یابد. اتصال نوع دوم که معمولتر نیز است، یک اتصال اتکایی است. در این نوع اتصال، پیچ و مهره بار را تحمل میکنند (تنش برشی به پیچ وارد میشود) و پیچ تنها تا یک “حالت مناسب” سفت میشود. این نوع اتصال نسبت به اتصالات لغزش-بحرانی به پیچ و مهره کمتری نیاز دارد و در نتیجه یک روش جایگزین ارزانتر است. اتصالات لغزش-بحرانی بیشتر در صفحات فلنج برای اتصال تیرها و ستون و اتصالات گشتاور-بحرانی رایج است. اتصالات نوع اتکایی در ساختارهای سبک وزن و در اتصالاتی استفاده می شود که در آن لغزش مهم نیست و جلوگیری از شکست محدودیت طراحی است. اتصالات نوع اتکایی متداول عبارتند از: زبانه برشی، پشتیبانهای تیر، صفحات بست استحکام در خرپاها.
این مــــجموعه افتخار دارد با تکیه بر دانش و ســوابق درخشان خـویش در امر واردات، تـولید و تـوزیع پـیچ و مـهره سـازه های فولادی سنگین اعم از (سوله های صنعتی، سازه های بلند مرتبه) با توجه به درخواســت طراح که در بر گیرنده اطلاعاتی چون (حد سختی، تافنس، روکش مــورد اسـتفاده و بیان استاندارد ساخت (DIN931، DIN6914 و …) می باشد را با بــهترین کیفیت در اختیار سازندگان و مهندسان مشاور و ناظر گرامی در سراســـر ایران قــراردهد. ما همواره آماده پشتیبانی و مشاور در زمینه انتخاب و بکارگیری انواع پیچ و مهره در اتــصالات سازه ای مـنطبق با استانداردهای رایج می باشد .
طراحی، تحليل و اجرای سازههاي فلزي مطابق با استاندارد هاي معتبر بينالمللي
خدمات كنترل كيفيت (QC) و تضمين كيفيت (QA) با تدوین ITP و انجام کلیه آزمون های غیرمخرب
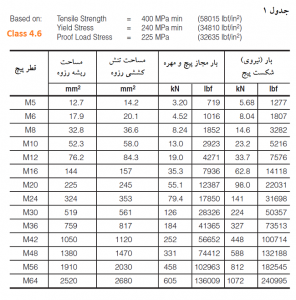
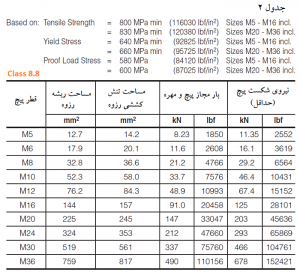
پیچ های فولادی ساده و آلیاژی (316، 316L، 304 و …) با گرید سختی 5.8، 8.8، 10.9 و 12.9 ریز و درشت (UNC-UNF) از قطر 12 میلیمتر الی 32 میلیمتر. (دنده آمریکایی, آلمانی و ژاپنی)
ارائه پوشش های کاربردی پیچ و مهره متناسب با مــحیط کاری (اسیدی، مرطوب و …) اعم از داکرومات ASTMF1136-4 گالوانیزه گرم ASTMA153، گالوانیزه مکانیکی ASTMB695 و گالوانیزه الکتریکی ASTMB633
انواع پیچ های متری تمام دنده، گلمیخ (Stud) مهارکش بادبند سیم بکسل، زنجیر و غیره
تولید انواع پیچ و مهره های خاص طبق نقشه و نمونه
پیچ های خاص شرکت نفت و پتروشیمی (پیچ های مخصوص محیطهای خورنده اسیدی و بازی)

 1
1