آشنایی با انواع مختلف پیچ ، مشخصات و استانداردها
در میان یراق آلات ، یکی از کاربردی ترینها و شاید مهم ترین آیتم پیچ می باشد.
پیچ رابط و اتصال اصلی در انواع سازه های
صنعتی و ساختمانی می باشد. به جهت کاربرد گسترده ، این آیتم در شکلها
و سایزهای بسیار گوناگونی تولید و عرضه می شود.
از همین رو و با الهام از شکل هر مدل پیچ ، نامهای مختلفی به آنها اطلاق می شود.
پیچ دوسو ، پیچ چهارسو ، پیچ شش گوش
پیچ آلن و … . دو معادل انگلیسی برای این محصول داریم. دو عبارت Bolt و Screw .
پیچی که بر روی آن مهره بسته می شود را بولت Bolt می نامند. و هرگاه پیچی
درون سوراخی بسته شود Screw خوانده می شود.
البته که از آچار و پیچ گوشتی برای باز و بسته کردن انواع پیچها استفاده می کنیم.
در این مطلب قصد داریم انواع مختلف پیچ ها را با ذکر مشخصات و استاندارد مربوطه بررسی کنیم.
پیچ سر تخت
این محصول یکی از معمول ترین و پر استفاده ترین انواع پیج می باشد. همانطور که از نامش برمی آید
، بخش بالایی پیچ کاملا تخت است.
بخش آچارخور اما ، به دو نوع دوسو و چهارسو تقسیم می شود. هر کدام از موارد را به تفصیل شرح می دهیم.
پیچ سر تخت دوسو
یا به انگلیسی Slotted Countersunk Head Screws با استاندارد DIN 963 .
این محصول همانطور که از نامش برمی آید کله گی مسطحی دارد.
پیچ های سر تخت دوسو نوعی اتصال دهنده محبوب هستند که در طیف گسترده ای از کاربردها استفاده می شوند.
از آنها معمولا در نجاری و ساخت مبلمان و همچنین در فلزکاری ، الکترونیک و ماشین آلات استفاده می شود.
یکی از مزایای کلیدی پیچ های سر تخت دوسو ، توانایی آنها در ایجاد ظاهری صاف و تمامشده بر روی سطح مواد
در حال بستهشدن است. پیچ دوسو نوک تیز مانند مته سطح کار را سوراخ می کند.
کله گی فرو رفته همسطح با سطح قرار می گیرد که می تواند به کاهش خطر گیر افتادن یا گیرکردن بست کمک کند.
علاوه بر این، سر شکاف دار در حین نصب، چسبندگی ایمن را فراهم می کند و در صورت
لزوم امکان جداسازی آسان را فراهم می کند.
در کاربردهای نجاری، پیچهای سر تخت دوسو اغلب برای اتصال لولاها، دستگیره ها و سایر
سخت افزارها به مبلمان و کابینت استفاده می شود.
در فلزکاری، معمولاً برای اتصال دو قطعه فلز به یکدیگر و همچنین در کاربردهای خودروسازی و هوافضا استفاده می شود.
در الکترونیک و ماشین آلات، می توان از آنها برای ایمن سازی قطعات و پانل ها و همچنین در محفظه های
الکتریکی و کابینت های کنترل استفاده کرد.
به طور کلی، پیچ سر تخت دوسو یک اتصال دهنده همه کاره و قابل اعتمادست که میتواند
در طیف وسیعی از کاربردها استفاده شود.
با روکش صاف و طراحی آسان برای نصب، آنها یک انتخاب محبوب برای بسیاری از حرفه ای ها
و علاقه مندان به کارهای خانگی ابتکاری یا DIY هستند.
ابزار مورد استفاده برای باز و بسته کردن این محصول البته پیچ گوشتی است. و البته پیچ گوشتی دوسو محض یادآوری…
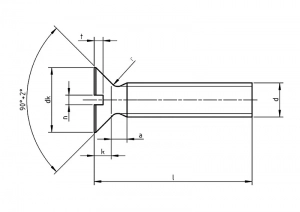
پیچ_سرتخت_دوسو.
پارامترهای شکل به این شرح می باشد :
قطر پیچ = d
ارتفاع کله گی = k
عرض شیار = n
عمق شیار = t
قطر کله گی = dk
طول پیچ = l
پیچ سر تخت چهارسو
آشنایی با انواع مختلف پیچ
یا به انگلیسی Cross recessed countersunk flat head screws با استاندارد DIN 965 و فعلی DIN EN ISO 7046-1, 7046-2 .
اصطلاح سرتخت در نام این محصول ، از سطح صاف کله گی آن گرفته شده است. فرم آچارخور نیز بصورت چهارسو می باشد.
پیچ های سر تخت چهارسو معمولاً در کاربردهای ساختمانی و نجاری استفاده میشوند.
این پیچها دارای سر صاف با شکل فرورفته هستند که به آنها اجازه میدهد تا هم سطح با سطحی که در
آن پیچ میشوند بنشینند و ظاهری تمیز و حرفهای ارائه میدهند.
کله گی ضربدری ، چسبندگی مطمئن تری را برای پیچ گوشتی فراهم می کند و احتمال لغزش و آسیب رساندن
به پیچ یا مواد اطراف آن را کاهش می دهد.
این پیچها اغلب در پروژههای کابینت، مبلمان و عرشه استفاده میشوند، جایی که سطح صافی مورد نظر است.
آنها همچنین در نصب دیوار خشک استفاده می شوند، جایی که می توان از آنها برای چسباندن دیوار خشک
به گل میخ های چوبی یا فلزی استفاده کرد.
علاوه بر این، پیچهای سرتخت چهارسو یک انتخاب محبوب کاربران برای بسیاری از کاربردهای عمومی هستند.
تطبیق پذیری عالی اما ، آن را به گزینه ای مناسب برای مصارف مختلف صنعتی و تجاری، از جمله مونتاژ خودرو ،
نصب تهویه مطبوع ، و تولید قطعات تبدیل می کند.
به طور کلی، پیچ سر تخت چهارسو راه حلی قابل اعتماد و عملی برای بسیاری از کاربردهای مختلف ارائه میدهند،
و یک تناسب امن و هموار را ارائه میدهند که به زیبایی محصول نهایی میافزاید.
ابزار کار با این پیچ محبوب پیچ گوشتی چهار سو است. البته در نبود چهارسو ، پیچ گوشتی دوسو هم جواب است !!!
تطبیق پذیری و سهولت استفاده آنها را به یکی از اصلی ترین بخش های صنعت و تولید تبدیل کرده است. نقشه این پیچ به شکل زیرست…

پیچ_سر_تخت_چهار_سو.