صنایع پیچ و مهره غفاری
صنایع پیچ و مهره غفاری
سفارش ساخت انواع پیچ و مهره
قطعات صنایع نفت ، گاز ، پتروشیمی و خودرو سازی
پیچ و مهره
صنایع پیچ و مهره غفاری در زمینه پیچ و مهره در دهه هفتاد با اهداف اولیه تولید و تأمین انواع پیچ و مهره آغاز نمود.
این واحد تولیدی صنعتی حاصل تجربه و تلاش متخصصین و کارشناسان مجرب می باشد که در زمینه تولید و تأمین انواعپیچ و مهره فعالیت می نمایند.
با توجه به تلاشهای پرسنل متعهد و فنی این واحد صنعتی د رحال حاضر کلیه تولیدات مطابق با استاندارد های جهانی به صنعتگران محترم کشور ارائه می شود .
۱-تهیه و تولید پیچ و مهره با مقاومت کششی بالا با انواع فولادهای آلیاژی مطابق
با استانداردهای ASTM-A193-A194-A307-A302-A325
با گریدهای مقاومتی B7- B7M-B8-B8M-B16-2H-8-4
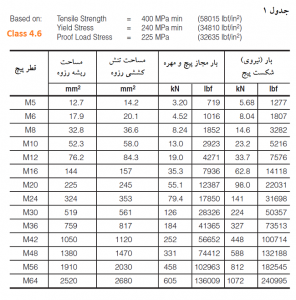
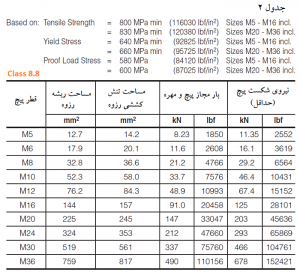
۲-تهیه و تولید انواع پیچ و مهره مطابق
با استانداردهای DIN931-933-934-912-913…..
با گریدهای مقاومتی ۴٫۶-۵٫۶-۵٫۸-۶٫۸-۸٫۸-۱۰٫۹-۱۲٫۹-۱۴٫۹
۳-تهیه و تولید انواع پیچ و مهره های استیل و نسوز-شش گوش – آلن – تمام رزوه – فنری با گریدهای مقاومتی A2(304)-A4(316)
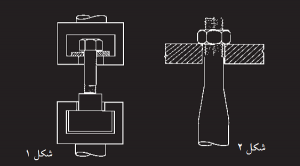
۴- طراحی و تولید انواع Anchor Bolt-Eye Bolt- L Bolt-T Bolt-U Bolt
و انواع پیچ و مهره های خاص درخواستی طبق نظر سفارش دهنده با مواد و گریدهای مورد نظر متقاضی
ارائه مدارک تست آزمایشگاهی (سختی سنجی – کشش – آنالیز مواد )
انواع پوشش های صنعتی ، حفاظتی ، دریایی ، رنگهای صنعتی
پوششهای ویژه صنایع نفت و گاز
پوششهای سرامیکی ، ضد اسید و بسیار مقاوم به مواد شیمیایی
پوششهای P.T.F.E (تفلون صنعتی)
پوششهای کادمیوم (CADMIUM PALTED )
پوششهای اپوکسی – پلی پورتان – پلی استر – اکریلیک و سیلیکونی.
تولید کننده پیچ و مهره,تولید پیچ و مهره,پیچ,مهره,واشر,انواع پیچ و مهره,فروش پیچ و مهره
پیچ خشگه،پیچ اهنی-پیچ گالوانیزه اهنی،پیچ خشگه سفید،پیچ سفید-پیچ واشردار.پیچ مته ای،پیچ شیروانی،پیچ اچ وی hv-پیچ استیل_پیچ نیم دنده-پیچ تمام دنده،پیچ الن.پیچ سرتخت،پیچ خاص_پیچ ساختگی
تولید انواع پیچ و مهره های خاص
تولید و تامین پیچ و مهره و واشر آلات در صنایع نفت و گاز و پتروشیمی
انواع مهره شش گوش معمولی ، فولادی ، فلنجدار ، جوشی ، باریک ، سربسته ، قفلی ، چاکدار ، چاگنت ، خروسکی ، چهارگوش و …
تلفن تماس:۰۹۱۲۱۸۹۶۹۶۱-۵۵۳۷۷۰۹۲-۰۲۱










 ۱
۱